Катет это одна из двух сторон прямоугольного треугольника, образующих прямой угол. Этот, казалось бы, хорошо известный элемент тригонометрии нередко приводит к путанице при сварке угловых соединений. Поэтому в этой статье мы поговорим о том, чем же так важен катет сварного шва, какую роль он выполняет при лазерной сварке и чем он измеряется.

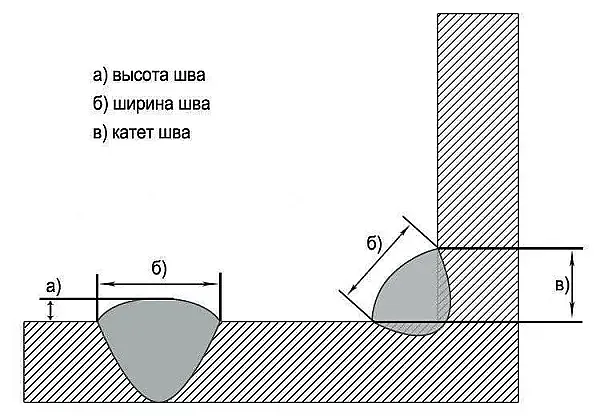
Для начала стоит упомянуть тот факт, что катет шва может существовать только там, где соединяемый металл образует прямой угол в 90°, то есть на тавровом (Т-образном), угловом (Г-образном) и нахлёсточном (сваренные элементы расположены параллельно и частично перекрывают друг друга) сварных соединениях. При таких соединениях сварочный шов образует форму, в сечение которой можно вписать прямоугольный треугольник, у которого мы и будем высчитывать катет, для контроля толщины шва (чем больше шов, тем больше катеты). Этот прямоугольный треугольник должен получиться равнобедренным, то есть сварной шов должен быть размещён на соединяемые металлические поверхности одинаково ровно, а иначе шов можно считать бракованным (с ассиметричными катетами).
Зачем и как измерять катет сварочного шва?
При проектировании чертежей различных узлов и деталей, размер (объём) сварного шва должен быть определён заранее и иметь оптимальные значения, ведь слишком маленький шов окажется ненадёжным, а большой не обязательно является более крепким – избыточный объём шва приведёт к деформации детали при сварке из-за перегрева. Именно поэтому при сварке рекомендуется контролировать размеры швов. Как и было упомянуто ранее, на стыковых соединениях это происходит с помощью измерения высоты и ширины, а на прямоугольных - длины катета. В данном случае применение лазерной сварки значительно упрощает процесс контроля размера швов, ведь лазерный сварочный аппарат включает в себя гибкую настройку параметров шва и возможность её автоматизации.
Лазерный сварочный аппарат 3 в 1
Мощность от 1,5 кВт
Цена от 752 600 ₽
В наличии более 10 моделей
Сварка, точечная сварка, чистка, подготовка швов, очистка швов, резка.
Сервис, установка и обучение.
Узнать большеРазмер катета сварного шва определяют различными способами:
- по высоте катета;
- по толщине шва;
- по длине гипотенузы (противоположная прямому углу сторона прямоугольника с наибольшей длиной). В данном случае это длина лицевой части шва);
При этом швы разделяются по виду усиления на нормальные швы без усиления, выпуклые швы с усилением и вогнутые швы с ослабленным усилением. Для замера катета на швах с любым усилением (не касаясь его) могут быть использованы универсальные шаблоны сварщика (инструменты, использующиеся для контроля основных параметров сварных швов) типа WG01, WG1, WG2+. Шаблоны сварщика с плоскими гранями могут использоваться для измерения длины гипотенузы, через которую после выводится длина катета (катет равен квадратному корню из гипотенузы в квадрате, деленной на два), но выпуклые швы ими не замерить. Их можно замерить с помощью шаблонов с вогнутой стороной, например УШС-2. По толщине шва катет можно измерить с помощью шаблона Ушерова-Маршака.
При подборе оптимального размера катета стоит подбирать значение, равное толщине свариваемого металла. Если толщина двух свариваемых объектов отличается, то стоит выбрать наименьшее из двух значений, дабы избежать деформации более тонкого материала.
Длину катетов можно заранее измерить линейкой или штангельциркулем длину и после сделать отметки по размеру будущих краёв шва (это можно сделать маркером). Таким образом вы сможете увидеть необходимые границы прямо в процессе сварки. Полученный лицевой угол сварочного шва должен быть равен 45°. Особое внимание стоит уделить правильному размещению свариваемых деталей перед сваркой (они должны обязательно образовывать угол в 90°).
Получить шов с ровным катетом гораздо проще с помощью лазерного сварочного аппарата, чем при применении традиционных методов сварки, ведь лазерная сварка является довольно простой в эксплуатации и не требует длительного и сложного процесса обучения. Оператору достаточно просто ровно провести лазерным пистолетом по всей длине будущего шва.











