О правильной юстировке лазерного станка
Если вы заметили низкое качество резки вашего лазера, возможно вам стоит провести юстировку лазерного станка, так как чаще всего проблема заключается именно в ней. В этой статье мы поговорим о процессе юстировки, а также о некоторых нюансах, которые стоит учитывать при настройке своего станка.

Что такое юстировка лазерного станка?
Юстировка оптической системы лазерного станка - это корректировка лазерного луча от источника его генерации до обрабатываемой поверхности материала с помощью систем зеркал. В нём участвуют три отражающих зеркала и одна фокусирующая линза. Оптическая система станка нуждается в регулярной юстировке, ведь со временем она может сбиваться в связи с появлением следов газообразных веществ, выделяемых в результате работы излучателя, на зеркальной поверхности. Результатом этого является искажение геометрической формы отражаемых лучей и снижение общего качества реза.
Как определить, что станку требуется юстировка?
Если вы заметили, что ваш лазерный станок не прорезает материал, работает медленнее, чем обычно и его качество резки и гравировки заметно ухудшилось, то попробуйте проверить ваш излучатель на материале нажав кнопку Pulse на пульте управления и посмотрев на оставшееся в результате этого пятно. Если пятно окажется не круглым, деформированным или слишком маленьким, то скорее всего ваш станок нуждается в юстировке.

Подготовка к юстировке лазерного станка
Обычно, оптический тракт лазерного станка состоит из трёх зеркал, последовательно отражающих лазерный луч под углом 90 градусов от лазерной трубки в рабочую зону, а также фокусной линзы, расположенной в каретке лазерного станка и фокусирующей лазерный луч в точку на обрабатываемом материале. Юстировка лазерного станка проводится в строго определённом порядке, поочерёдно затрагивая каждое из зеркал, начиная с первого и заканчивая третьим. Но перед самой юстировкой требуется небольшая подготовка:
- Снимите боковой кожух, крышку и кожух заднего отсека с лазерной трубкой;
- Установите лазерную трубку параллельно столу (допустим небольшой уклон в пару градусов);
- Подготовьте клейкую ленту или скотч (чем плотнее будет его наружная сторона - тем лучше) – его нужно будет наклеивать несколькими слоями на зеркала для выполнения функции «мишени»;
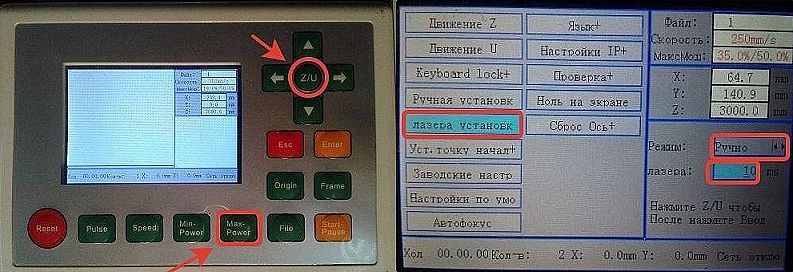
- Уменьшите мощность генерации луча до значения, равного около 20%, нажав на кнопку "Max-Power". Также в меню управления станком выставите ручной режим контроля импульса в строке “лазера установка”, ”установка лазера” или ”Laser Set” (название может отличаться у вашей модели) и установите его продолжительность в 10-50 миллисекунд. Таким образом, при нажатии кнопки “Pulse” подача лазера будет прекращаться через установленное количество времени, что позволит избежать воспламенения скотча или клейкой ленты;
- Установите лазерную трубку в нижнее положение, наклейте скотч или клейкую ленту так, чтобы были видны границы рамки. Вы можете проверить попадание лазерного луча в зеркало нажав кнопку “Pulse”. Тут стоит отдельно упомянуть о том, что лучу не обязательно попадать в самый центр первого и второго зеркал – главное, чтобы он просто полностью попадал на зеркало при высокой мощности (луч от первого зеркала должен попадать на второе в одну и ту же точку по всей длине его перемещения). Точное попадание в центр важно только для третьего зеркала. После этого зафиксируйте трубку в этом положении.

Юстировка лазерного станка
Пройдёмся по регулировке каждого из зеркал по порядку:
1) В центр ранее полученной мишени из скотча или клейкой ленты на первом зеркале наводится трубка для попадания луча. После этого мишень клеится на второе зеркало для дальнейшей регулировки первого зеркала. Регулируйте зеркало до тех пор, пока лазерный луч не будет попадать на него целиком, не выходя за границы, на максимальной мощности. Несколько раз убедитесь в том, что луч попадает в одну и ту же точку в двух крайних положениях перемещения портала по оси Y.
2) Начните проверку второго зеркала с небольшого расстояния, и затем выполняйте регулировку так же, как и в случае с первым зеркалом, стараясь направлять луч максимально в центр. Тут опять же необходимо убедиться в том, что лазер попадает в одну точку в крайних положениях. Для достижения точного попадания можно немного сместить лазерную трубку с помощью регулировочных винтов.
3) При настройке третьего зеркала направление лазерного луча не горизонтально, а вертикально. Удостоверьтесь в полном прохождении луча через сопло проверив его на небольшом куске материала (например фанеры). Форма отпечатка лазера лучше видна в расфокусированном состоянии. Отпечаток должен иметь правильную круглую форму. После этого наклейте прямо на сопло прозрачный скотч и попробуйте провести выстрел на небольшой мощности. След от лазера на скотче должен быть ровно по центру. В противном случае продолжайте настройку зеркала на лазерной головке до тех пор, пока вы не добьётесь необходимого результата. При прогорании скотча могли загрязниться линза и зеркала, поэтому после настройки их стоит протереть средством для чистки оптики и чистыми салфетками.
После завершения процесса юстировки затяните контргайки и проверьте точность попадания лазера в последний раз.