Волоконные излучатели Raycus CW – резка и настройка
В этой статье мы поговорим о резке металла с помощью оптоволоконного излучателя Raycus с постоянным излучением (CW) и дадим пару советов, связанных с его настройкой.
Лазерные станки для резки металла
Мощность от 1,5 кВт
Цена от 2 200 000 ₽
В наличии более 30 моделей
Надежная конструкция.
Быстрая резка.
Гарантия.
Сервис, установка и обучение.
Узнать большеЧто влияет на качество резки металла?
Качество резки металла зависят от следующих свойств:
- Свойства металла. Качество резки зависит от легирующего состава, микроструктуры, шероховатости поверхности, отражательной способности, теплопроводности, температуры плавления и температуры газификации материала;
- Свойства лазерного луча. Для достижения максимально качественного раскроя необходимо отрегулировать следующие параметры под конкретный материал: фокус и мощность луча, а также давление газа;
- Свойства газа. Например, в качестве газа для резки черного металла и нержавейки используется кислород, так как помимо выдува расплавленного металла, он позволяет поддерживать горение в точке нагрева. Результатом этого является более равномерное и быстрое расплавление металла. Азот же используется для резки меди, алюминия, бронзы или гальванизированных листов металла с целью предотвращения их окисления (т.к. оно может замедлить процесс резки);
- Свойства системы позиционирования луча на поверхности материала. Данные параметры могут оказать влияние на скорость и точность резки.
До начала резки металла лазер устанавливается в начальной точке, с которой и начнется первичное расплавление или испарение материала. При этом материал должен находится в горизонтальном положении, чтобы в процессе обработки нагрев происходил равномерно.
Обрабатываемость различных материалов
- Черный металл (низкоуглеродистая сталь). Как мы и упоминали ранее при резке лазером постоянного излучения чёрного металла рекомендуется использовать кислород. Для сложных контуров и маленьких отверстий с диаметром меньшей толщины, лучше использовать режим импульсного нагрева, т.к. в этом случае меньше обгорают тонкие края металла. Качество резки снижается при высоком содержании углерода и кремня (содержание кремня выше 0,25% заметно снижает качество) в металле, наличии ржавчины или сильной шероховатости, а также после предыдущей термической обработки. При толщине металла выше 10 мм можно использовать тонкий слой масла на поверхности металла, ведь это позволит уменьшить плавление шлаков на поверхности;
- Нержавеющая сталь. Использование кислорода может значительно повысить скорость резки, особенно при резке тонких листов и отсутствии особых требований к окислению кромки, когда как применение азота позволит добиться более высокого качества резки;
- Алюминий, бронза и медь. Из-за высокой отражательной способности металла волоконные лазеры плохо подходят для резки данных металлов. Обрабатывать алюминий рекомендуется с помощью лазеров с большим запасом мощности и с применением азота, при этом чистый алюминий поддаётся резке волоконным лазером хуже, чем его сплавы. В случае с бронзой и медью вам также потребуется лазер с высоким запасом мощности, а также азот (при толщине меньше 1 мм) или кислород (при толщине меньше 2 мм) в качестве вспомогательного газа;
- Титан. В качестве газа для резки титана рекомендуется использовать аргон или азот, при этом параметры аналогичны нержавейке;
- Синтетические материалы. Лазерная обработка данных материалов может привести к выделению вредных для здоровья газов. Лазером можно резать термопластические материалы, жаропрочный пластик и искусственную резину. ПВХ (PVC) и полиэтилен обрабатывать лазером нельзя;
- Органические материалы. Волоконный лазер не подходит для резки органических материалов – для этой цели лучше использовать CO2 излучатель.
Режимы резки материала
У волоконных лазерных источников Raycus существует несколько режимов лазерной резки (видов импульсной модуляции сигнала лазера) - резка постоянной мощностью (Continuous Wave или CW), импульсный режим (Pulse Wave или PW) и режим врезки (Penetration Mode ил SP). Первый режим повышает скорость резки и является основным для резки чёрных металлов, нержавейки и алюминия, когда как второй хорошо подходит для создания ровных и мелких отверстий в чёрных металлах. Режим врезки, как можно догадаться из названия, используется для пробития первичного отверстия в чёрных металлах и нержавейке, а также для материалов с высокой отражающей способностью, таких как медь и бронза.
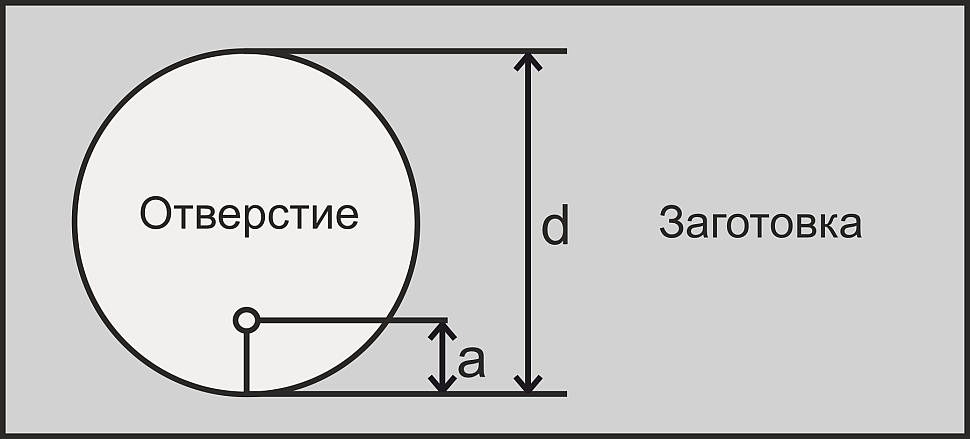
Для резки заготовок из черного металла обычно используется режим CW, т.к. это позволяет обеспечить максимальную скорость и время создания контура заготовки. При этом рекомендуется устанавливать начальную точку врезки вне контура заготовки. Линия, соединяющая врезку и начало контура, называется «направляющей линией». Длина «направляющего» выступа зависит от толщины материала и размера заготовки. Расчёт «направляющей линии» происходит согласно следующему правилу:
| Толщина, мм | Диаметр заготовки (d), мм | Длина "направляющей линии" (a), мм |
| 1-6 | d<10 | Примерно d/2 |
| d>10 | 5 | |
| 8-12 | d<20 | Примерно d/2 |
| d>20 | 10 | |
| 15-25 | d<30 | Примерно d/2 |
| d>30 | 15 |
Оценка качества кромки после резки лазером
Резка чёрного металла с кислородом
| Внешний вид после резки | Причины | Решения |
| Нижние линии реза отклонены, нижний шов шире, чем верхняя часть | - высокая скорость - низкая мощность - низкое давление газа - высокий фокус |
- снизить скорость - повысить мощность - повысить давление газа - фокус установить ниже |
| Заусенцы шлаковые на нижней кромке, можно убрать рукой | - высокая скорость - низкое давление - высокий фокус |
- снизить скорость - повысить давление - фокус установить ниже |
| Заусенцы шлаковые на нижней кромке составляют единое целое (не ломаются частями, но убираются) | - высокий фокус |
- фокус установить ниже |
| Заусенцы шлаковые на нижней кромке составляют единое целое (не ломаются частями, трудно удалить) | - высокая скорость - низкое давление - высокий фокус - некачественный газ |
- снизить скорость - повысить давление - фокус установить ниже - заменить газ |
| Заусенцы шлаковые расположены в основном на одной стороне | - лазер не отцентрирован - насадка неисправна |
- проверить насадку и отцентрировать лазер при необходимости |
| Нет сквозного пробивания материала | - низкая мощность - высокая скорость |
- повысить мощность - снизить скорость |
| Есть плазма голубого цвета, но нет сквозного пробития материала | - неправильный газ - высокая скорость - низкая мощность |
- использовать кислород - снизить скорость - повысить мощность лазера |
| Кромка неровная | - высокое давление - высокая скорость - низкая мощность |
- снизить давление - заменить насадку |
| Нет шлаковых заусенцев, ширина реза внизу меньше, чем сверху | - высокая скорость |
- снизить скорость |
| Кромка с кратерами |
- давление высокое - низкая скорость - высокий фокус - материал перегрет - неоднородный материал - поверхность материала с ржавчиной |
- снизить давление - повысить скорость - снизить фокус - заменить материал на более качественный |
| Кромка грубая | - высокий фокус - высокое давление - низкая скорость - материал перегрет |
- фокус установить ниже - снизить давление - повысить скорость - охладить материал |
Резка нержавейки с азотом
| Внешний вид после резки | Причины | Решения |
| Небольшие регулярные шлаковые заусенцы на кромке в виде капелек | - низкий фокус - высокая скорость |
- поднять фокус - снизить скорость |
| Поверхность реза пожелтевшая, заусенцы удлиненной формы нерегулярные | - низкая скорость - высокий фокус - низкое давление - материал перегрет |
- повысить скорость - поднять фокус - повысить давление - остудить материал |
| Нерегулярные заусенцы на одной стороне реза | - лазер не по центру отверстия насадки - высокий фокус - низкое давление - низкая скорость |
- отцентрировать лазер - поднять фокус - повысить давление - повысить скорость |
| Кромка имеет желтоватый цвет | - азот не чистый, смешан с кислородом | - уменьшить содержание кислорода в газе |
| Брызги плазмы и металла в разные стороны | - высокая скорость - маленькая мощность - низкий фокус |
- снизить скорость - повысить мощность лазера - поднять фокус |
| Брызги расплавленного металла и газа во время вырезания угла | - припуск угла слишком большой - модуляция завышена - низкий фокус |
- снизить припуск - понизить модуляцию или частоту модуляции - поднять фокус |
| Край реза грубый | - насадка неисправна - линза загрязнилась |
- заменить насадку - линзу промыть или заменить |
| Нет сквозного пробивания материала | - низкая мощность - высокая скорость - высокое давление |
- повысить мощность - снизить скорость - снизить давление |
Резка сплавов алюминия с азотом
| Внешний вид после резки | Причины | Решения |
| Нерегулярные заусенцы на кромке на обоих сторонах, плохо удаляемые | - высокий фокус - низкое давление - низкая скорость |
- фокус установить ниже - повысить давление - повысить скорость |
| Нерегулярные тонкие заусенцы на кромке на обоих сторонах, легко удаляемые | - низкая скорость | - повысить скорость |
| Край реза грубый | - насадка неисправна - большой диаметр сопла - высокое давление - линзы загрязнены |
- заменить насадку - уменьшить диаметр сопла - снизить давление газа - промыть или заменить линзу |
| Маленькие постоянные заусенцы, трудно удаляемые | - высокий фокус - высокая скорость |
- фокус установить ниже - снизить скорость |
| Брызги расплавленного металла и газа во время резания | - высокая скорость - низкий фокус |
- снизить скорость - поднять фокус |
| Брызги расплавленного металла и газа во время резания угла | - слишком большой припуск угла - завышена модуляция (длина импульса) - завышена частота |
- снизить припуск - понизить модуляцию или частоту модуляции |
| Нет сквозного пробивания материала | - низкая мощность - высокая скорость |
- повысить мощность - снизить скорость |
Если заусенцы отсутствуют и линии реза единообразны, то никакие изменения не требуются
Дополнительные советы по эксплуатации
- Не забывайте проводить периодическое техобслуживание лазерного оборудования;
- Поверхность металлического листа должна быть чистой и ровной - без шероховатостей, ржавчины и окислов;
- Режимы резки контура должны подбираться под материал и его толщину;
- Если вы заметили снижение качества резки проверьте правильность установленных параметров резки в программе управления, состояние режущей головы (чистоту защитных стекол и линз), а также состояние выходной головки QBH лазера (чистоту защитного стекла и отсутствие подтеков воды).
Таблицы параметров резки для лазерных излучателей различной мощности
Таблица параметров резки для лазерного излучателя с мощностью 300 Вт
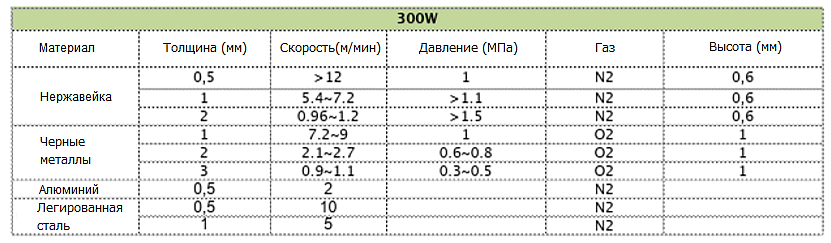
Таблица параметров резки для лазерного излучателя с мощностью 500 Вт
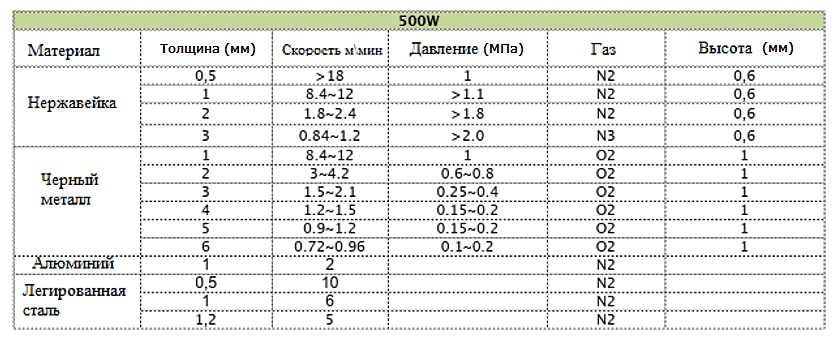
Таблица параметров резки для лазерного излучателя с мощностью 750 Вт
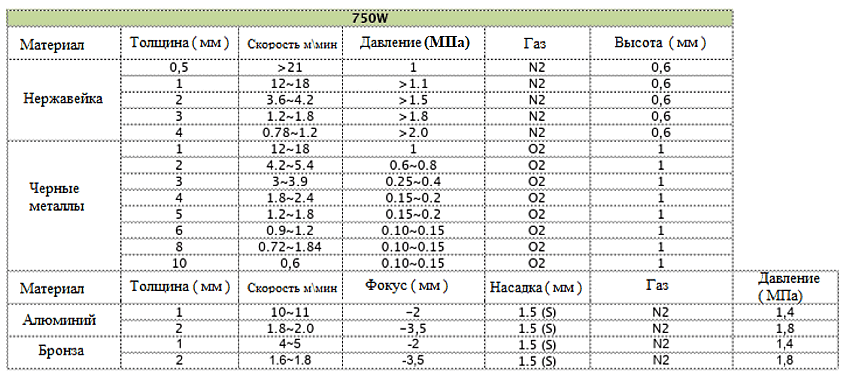
Таблица параметров резки для лазерного излучателя с мощностью 1000 Вт
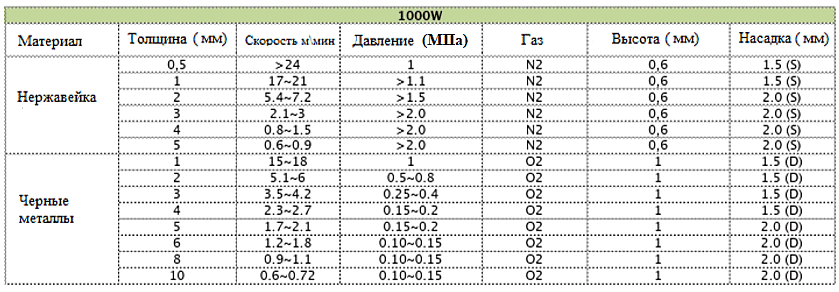
Таблица параметров резки для лазерного излучателя с мощностью 1500 Вт
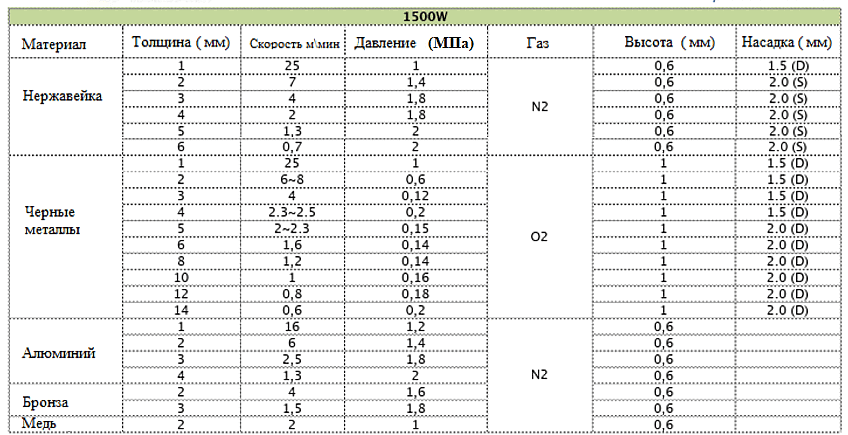
Таблица параметров резки для лазерного излучателя с мощностью 2200 Вт
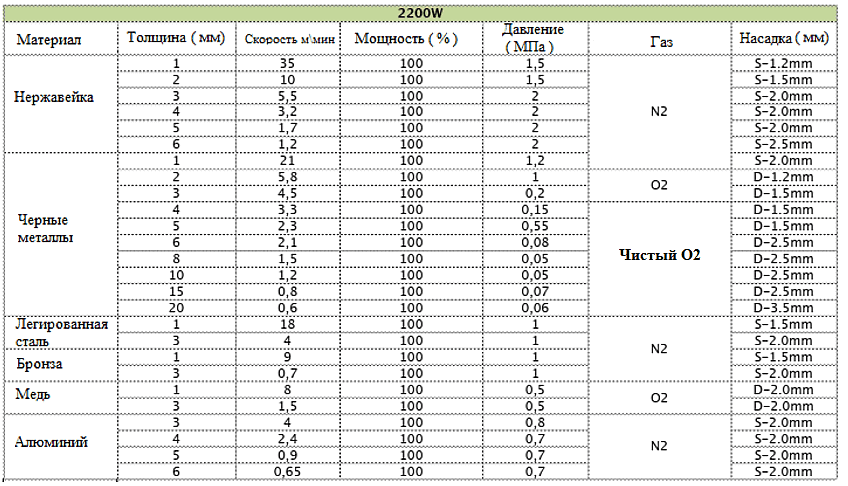
Таблица параметров резки для лазерного излучателя с мощностью 3300 Вт
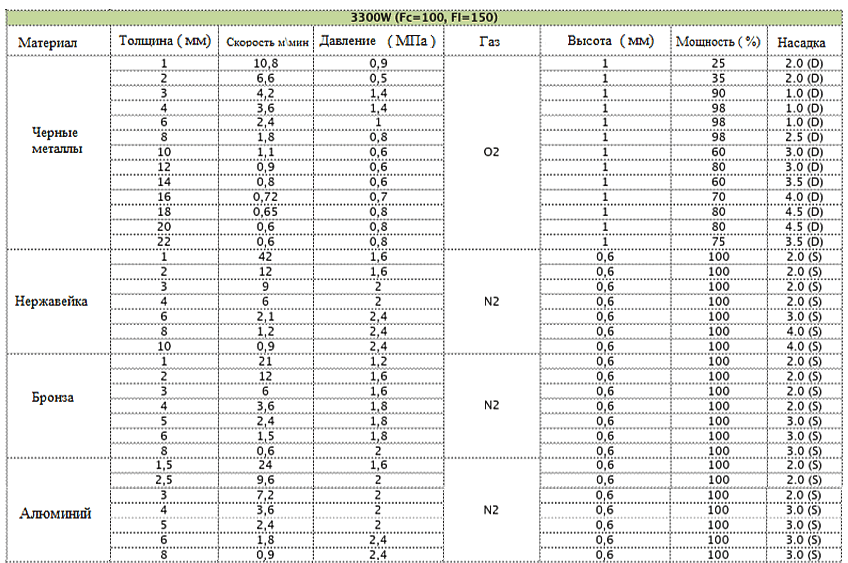
Таблица параметров резки для лазерного излучателя с мощностью 4400 Вт
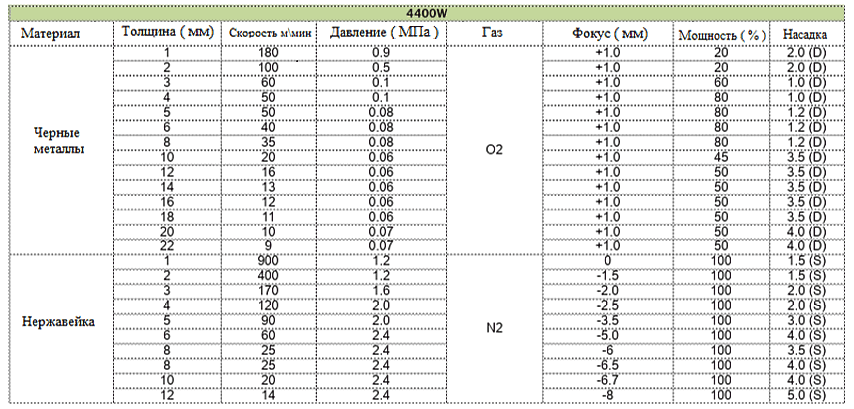
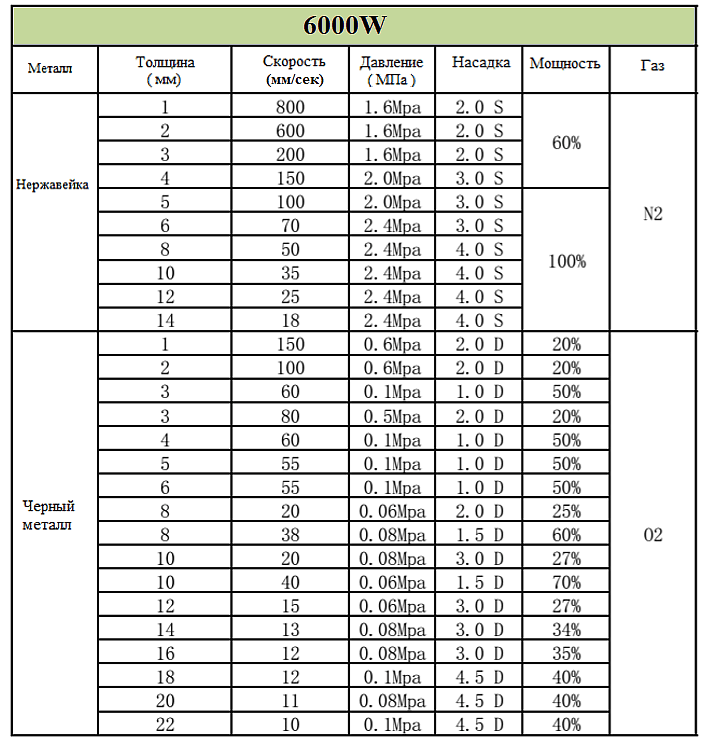
Таблица параметров резки для лазерного излучателя с мощностью 6000 Вт