Справочник для ПО для металлорезов с контроллерами FSCut
В этой статье будет представлен справочник с понятиями, встречающимися в программах семейства FSCut для оптоволоконных станков по металлу и некоторых других подобных им программных продуктах. Кроме того, эти понятия часто встречаются в различных источниках информации об оптоволоконных станках.
Лазерные станки для резки металла
Мощность от 1,5 кВт
Цена от 2 200 000 ₽
В наличии более 30 моделей
Надежная конструкция.
Быстрая резка.
Гарантия.
Сервис, установка и обучение.
Узнать большеДля систем управления FSCut была разработанная целая серия программ, управляющих работой оборудования и позволяющих облегчить и оптимизировать процессы взаимодействия пользователя с оптоволоконными лазерными станками по металлу. Всего данных программ семь и отличаются они по функционалу и сферам применения:
Программы для оптоволоконных станков по металлу - CypCut (базовая программа для станков по металлу), CypNest (расширение CypCut, позволяющее применять технологию нестинг и некоторые другие дополнительные функции) и HypCut (программа для станков более высокой мощности);
Программы для труборезов - CypTube (основная программа для лазерных станков для резки труб), TubePro (программа для лазерных станков для резки труб с расширенным функционалом), TubesT (программа, включающая в себя наиболее полный набор функций для проектирования схем раскроя труб) и TubesT Lite (бесплатная версия TubesT с ограниченным функционалом).
Подробнее о функционале некоторых из этих программ мы уже говорили в других статьях, поэтому зацикливаться на данном вопросе мы не будем. В данном случае главное, что стоит знать это то, что в данных программах используются схожие понятия и функции, и ниже будет приведён список из них, с целью облегчения процесса ознакомления с данными программами:
Справочник терминов для программ семейства FSCut
- 3-Step Toolpath (3-х ступенчатая траектория движения инструмента) - деталь будет вырезана из листа материала в три шага.
- 7-axis 4-chuck (7 осей 4 патрона) – в дополнение к 7-ми осевой функции добавляется зажимной патрон между B1 и B2, чтобы обеспечить устойчивость трубы в зоне загрузки.
- Add 3D Unfold (Добавить 3D-развертку) – после создания 3D-модели нужного вам изделия вы можете добавить его детали, которые необходимо вырезать.
- Add Duct Unfold (Добавить развертку воздуховодов) - добавление файла чертежа деталей для резки воздуховодов.
- Aiming (Наведение) - наведение используется для указания места, в котором лазер попадёт на лист материала.
- Align (Выравнивание) - позволяет привязывать графику к дуге или линии при её перемещении.
- Anti-fly Check (Проверка на превышение скорости) – под этим имеется ввиду обнаружение и предотвращение непредусмотренных ситуаций, которые могут возникнуть во время высокоскоростных перемещений в станках с ЧПУ, с целью обеспечения эксплуатационной безопасности и нормальной работы оборудования.
- Array (Массив) - быстрое копирование объекта в больших количествах
- Assist Gas (Вспомогательный газ) - Вспомогательный газ используется в лазерной резке для повышения её эффективности и качества обработки.
- Assist Unload Holder (Держатель выгрузки) - Дополнительный держатель за средним патроном для облегчения выгрузки материала.
- Auto Center (Автоматическое центрирование) - метод центрирования будет выбран автоматически в соответствии с импортированными трубами.
- Auto Grid (Автоматическая сетка) - создаёт горизонтальную и вертикальную сетки и сортирует их их в соответствии с порядком в сетке.
- Auto Sort (Автоматическая сортировка) - автоматическое упорядочивание траекторий движения инструмента в соответствии с определенными правилами.
- Auto Technique (Автоматический метод) - автоматические методы устанавливаются перед импортом деталей. Данные методы будут автоматически добавляться к импортируемым деталям пакетами.
- B-axis center (Центр по оси B) - центр оси B является центром вращения.
- Border Contour (Контур границы) – необходим для того, чтобы очертить внешнюю рамку детали дабы определить, находится ли деталь внутри листа.
- Break Grid (Разбивающая сетка) – может использоваться для внутренней графики для того, чтобы разбить остатки материала при резке на более мелкие, дабы избежать негативного влияния больших излишков листа на основное изделие.
- Break Line (Линия разрыва) – разбивает одну непрерывную кривую на две кривые, которые можно редактировать отдельно.
- Breakpoint (Точка останова) - Положение режущей головки при остановке процесса или при прерывании механической обработки.
- Bridge (Мост) - заготовка может оказаться разделённой после резки (например, при вырезании символов для рекламы). Чтобы избежать этого она может быть соединена как единое целое с помощью моста.
- By-part Sort (Сортировка по деталям) - сортировка траекторий движения инструмента по изгибам внешних рам.
- Capacitance calibration (Калибровка емкости) - измерение емкости и расстояния между режущей головкой и пластиной для контроля положения по оси Z в режиме реального времени.
- Clip (Отрезать) - Отрезать часть графики для её ручной оптимизации.
- Co-edge (Совместная кромка) - комбинирование заготовок с общими кромками (краями на чертеже) для экономии длины обработки и повышения эффективности процесса резки.
- Co-edge Array (Массив совмещенных кромок) - Массив с параллельными краями аналогичен обычному массиву, за исключением того, что результат массива окажется с совмещёнными кромками.
- Compensate (Компенсация) - устанавливается для компенсации потерь при резке и обеспечения точной резки детали (обычно половина ширины линии разреза).
- ConfigTool (Настройка инструмента) - именно здесь задаются параметры станка, например, приводы, диапазон рабочего инструмента станка
- Cooling Point (Точка охлаждения) - режущая головка охлаждается путем выключения лазера и включения газа в точке охлаждения.
- Copy with basepoint (Скопировать с базовой точкой) - копирует, используя положение курсора в качестве базовой точки.
- Cutoff line (Линия отсечения) - Это многосегментная линия, но со специальным методом обработки, который продолжает путь обработки в начале и конце. Обычно используется для обрезки листа, как начиная, так и заканчивая снаружи пластины.
- Defilm (Снятие пленки) - удаление ржавчины с поверхности листов из углеродистой стали или защитной пленки с поверхности нержавеющей стали.
- Defilm Gas (Газ для снятие пленки) - для удаления защитной пленки или покрытия с листового металла перед лазерной резкой обычно используются такие газы, как сжатый воздух или азот, обеспечивая чистую поверхность материала в процессе лазерной резки.
- Delay time (Время задержки) – время перед запуском лазера и началом его перемещения лазера по заданному пути. Это необходимо для того, чтобы гарантировать, что лазер сможет прожечь материал насквозь.
- Delete Duplicate (Удалить дубликаты) - удаляет графические элементы, которые визуально накладываются друг на друга, пока не останется только один.
- Delete Invisible (Удалить невидимые элементы) - импортированная графика может содержать визуально незаметные графические элементы небольшого размера, что приводит к небольшомим отклонениям в процессе резки. С помощью данной функции их можно удалить автоматически.
- Deslag (Удаление шлака) - вокруг пробитого лазером отверстия образуется кольцо шлака (расплавленного металла). Режущая головка может начинать выдув, двигаясь по спирали, чтобы эффективнее сдувать шлак.
- Divide long hole (Разделите длинное отверстие) - для длинных отверстий в направлении Y происходит их разделение на несколько отверстий, а в траектории движения инструмента используется С-образная совместная кромка, чтобы избежать прогиба трубы в направлении Y.
- DryRun (Сухой проход) - используется для имитации обработки в целом без фактической резки, то есть при этом лазерное излучение и подача газы не будут включены.
- Dynamic Array (Динамический массив) - дублирует выбранные объекты в массиве при перетаскивании мыши.
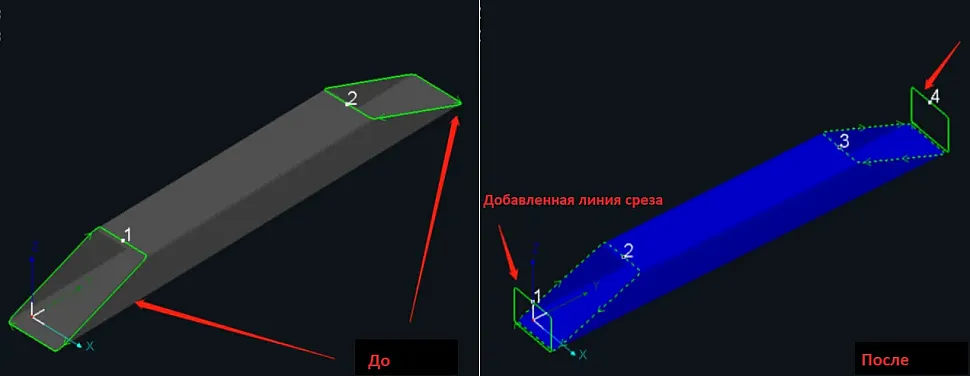
- End Alignment (Выравнивание торцов) - Z-образное соединение имеет значительный зазор на торцевой поверхности, что затрудняет удержание с помощью зажима. Используя данную функцию, можно добавить линию среза на торце, а также ее микросоединение, что облегчает процесс зажима.
- Explode (Разгруппировка) - разбивает группы или полилинии (совокупности отрезков) так, чтобы ими можно было управлять по отдельности.
- Extend (Продолжить) – траектория движения инструмента может быть продолжен, следуя его первоначальному курсу до точки пересечения с другой траекторией.
- Fe/male joint (Соединение мама/папа) - линия среза двух скошенных деталей обрабатывается для создания соответствующего соединения.
- Fill (Заполнение) – выполнить заполнение всего листа заданной деталью в соответствии с указанными правилами. Это необходимо для вырезания деталей одной формы.
- Finetune R corner (Точная регулировка угла R) - регулировка закругленных углов прямоугольной трубки (±3 мм).
- First GasOn Delay (Задержка подачи первого газа) – период времени с того момента, когда газ выходит из резервуара и полностью заполняет трубу и до того, пока он не выйдет из режущей головки.
- Fixed Height Cutting (Фиксированная высота резки) - это означает, что ось Z будет оставаться на фиксированной высоте в процессе резки.
- Flip section (Перевернуть секцию) – зеркальное отображение выбранных деталей на плоскости YOZ.
- FlyCut – вырезать правильные формы, расположенные в регулярном порядке, для повышения эффективности резки.
- Follow Holder (Следовать за зажимом) - согласно текущему чертежу, двигатель будет управлять зажимом с целью регулировки высоты с вращением трубы, чтобы гарантировать, что зажим соответствует трубе.
- Forbid Holder (Запрет для зажима) - зажим не сможет подниматься.
- Frame (Рамка) - режущая головка перемещается по прямоугольнику в зоне станка в соответствии с графическим диапазоном.
- FrogLeap (Лягушачий скачок) - подъем режущей головки по принципу, напоминающему движение лягушки (при подъеме оси Z ось XY перемещается одновременно, что повышает эффективность перемещения).
- Further Sort Path (Углубить путь сортировки) - для групп деталей с общими кромками сначала вырезаются детали, вложенные в отверстия, а затем наружные детали, независимо от порядка резания в траектории инструмента, проходящей через общие кромки.
- Gap (Пробел) - оставить секцию в конце пути не вырезанной
- GasOn Delay (Задержка подачи газа) – задержка перед включением подачи газа.
- GasOn/Off (Включение/выключение подачи газа) - нажмите «GasOn», чтобы включить газ, и цвет фона кнопки «GasOn» изменится на зеленый. Нажмите на «GasOn» еще раз, чтобы выключить газ, при этом нижний цвет кнопки «GasOn» станет серым.
- Generalized Cutoff (Обобщенный срез) - элементы графики обычно содержат две линии среза - первую и последнюю формы среза детали, которые называются передней линией среза и задней линией среза соответственно. В дополнение к передним и задним линиям среза могут также существовать и другие, известные как обобщенные.
- Group (Группа) - объединяет несколько фигур или групп, чтобы сформировать новую группу. Порядок внутри группы, положение фигур и слоев фиксированы таким образом, что на них не влияют такие действия, как сортировка, перетаскивание и т.д.
- Hard limit (Жесткий предел) - положение, которое ограничено аппаратными средствами и контролируется фотоэлектрическим переключателем.
- Hit-Plate Check (Проверка наличия контакта с листом/столкновения) - проверка на контакт с листом предназначена для проверки наличия столкновения между режущей головкой и листом металла.
- Identical Co-edge (Идентичный совместный край) – при использовании данной функции, будут совмещены лишь полностью идентичные кромки деталей.
- Identify Inner/Outer Contour (Определение внутреннего/внешнего контура) - положение ведущих линий (они описаны ниже, как «Leadlines») может быть определено из набора внутренних и внешних контуров.
- In-group Sort (Внутригрупповая сортировка) - автоматическая сортировка элементов графики внутри групп без их разделения.
- In-part Sort (Сортировка внутри детали) - сортирует траектории резки по изгибам внутренних рам.
- Independent curve (Независимая кривая) - кривые, созданные на основе исходной кривой, такие как кривые компенсации сварного шва и другие компенсационные кривые, могут быть установлены как независимые кривые, и в данном случае исходная кривая сохранена не будет.
- Inner die - под этим понятием подразумеваются ведущие линии внутри объекта.
- Intersect hole (Отверстие пересечения) - круглые отверстия в круглых трубах, когда это требуется для сквозной сборки, и их вырезание вызывает помехи при сборке, в связи с чем требуется вертикальная резка.
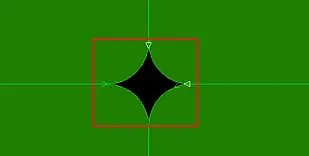
- Island Cut (Островной разрез) – если после добавления компенсации скругления, скругленные участки или детали имеют совместный край, образовавшаяся здесь черная область считается «островком». Когда режущая головка достигает этой области, сначала будет срезана вся площадь «островка», чтобы избежать неправильной резки. Пример такого «островка» представлен ниже:
- Jog cut – под этим имеется в виду функция управления резкой лазера в ручном режиме в реальном времени.
- Join Segment (Соединить сегмент) Чертежи CAD часто содержат графические элементы, которые визуально связаны, но на самом деле это не так. Они могут быть соединены данной функцией.
- Knit (Связывание) - подгонка полилинейных фигур с плавными изгибами и уменьшение прерывистых точек поворота для повышения скорости обработки. Также стоит упомянуть такое понятие, как «Knit Precision» (Точность Связывания) - когда расстояние между первой и последней конечными точками кривой меньше точности связывания, допускается их связывание/объединение.
- Knit parts (Связывание частей) - для части трубы требуется ограничение по длине (длина детали в конце не может быть меньше определенного значения), поэтому части объединяются в одну.
- LaserOn/Off (Включение/Выключение лазера) – позволяет включать или выключать лазерное излучение в начале или в конце траектории резки. Включение «Early Laseroff» (Раннее выключение лазера) приведёт к тому, что лазер будет выключен незадолго до завершения прохождения по установленной траектории инструмента. Это используется для того, чтобы оставить зазор для легкой разгрузки.
- Leadline (Ведущая линия) - добавляет небольшой участок к начальной точке в области утилизации, чтобы убедиться, что деталь не повреждена изначально. Существует 2 типа ведущих линий – входящая (начинает резку снаружи детали) и выходящая (продолжается за пределы детали после вырезания её контура)
- Limit (Предел) – существует 2 типа предельного значения: Hard limit (Жесткий предел) – положение инструмента, определяющее безопасную зону обработки и Soft Limit (Мягкий предел) – положение, определенное в программном обеспечении для обеспечения безопасности обработки. Существует два типа направления предела: Postive (Положительное или +): Ось X + предел, ось Y + предел; Negative (Отрицательное или -): Ось X - ограничение, ось Y + ограничение
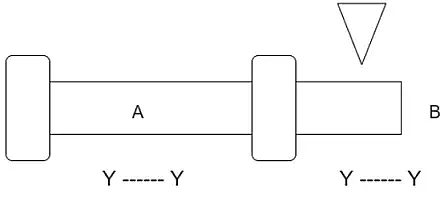
- Loading/Unloading holder (Зажим загрузки/выгрузки) - во время резки труба перемещается из точки А в точку В для её разрезания режущей головкой (она показана на изображении ниже как треугольник). Зажим (показан как Y-----Y) на стороне A называется загрузочным, а зажим на стороне B называется разгрузочным.
- Local shortest path (Локальный кратчайший путь) - множественные незамкнутые кривые, расположенные впритык или близко друг к другу, будут иметь приоритет при последовательной сортировке.
- Locate and no follow (Обнаружение без следования) - следование будет отключено - выполняется только определение местоположения, оно же управление по оси Z. Режущая головка достигает заданных координат за счет перемещения по оси Z.
- Long part nested at the tail/end (Длинная деталь, вложенная на хвостовике/торце) - при вложении последняя часть будет длинной, и вы сможете установить, какие части считаются длинными.
- Loop/Loop work (Циклическая работа) - один и тот же чертеж будет непрерывно обрабатываться несколько раз подряд.
- Manual Center (Ручной центр) - для фасонных труб с центром, который не удаётся обнаружить обычным методом центрирования, данное значение можно задать вручную в качестве отклонения между центром движения и вращения.
- Manual Sort (Ручная сортировка) – позволяет последовательно нажимать на фигуры, чтобы задать порядок обработки.
- MicroJoint (Микросоединение) - крошечные стыки на деталях, которые предотвращают деформацию или отваливание деталей после резки.
- Multi-file (Несколько файлов) - включив обработку нескольких файлов, вы можете добавлять сразу несколько файлов для обработки и настраивать Input port (Входной порт) для каждого из них. При срабатывании входного порта CypCut может автоматически открыть соответствующий файл обработки.
- Multi-Plate (Несколько листов) - разбивает файл чертежа на два файла.
- Multi-station (Многопозиционная обработка) - Один и тот же чертеж обрабатывается после нахождения емкостной кромки в разных положениях на листе.
- Nest (Вложение) – расположение выбранных деталей на листе таким образом, чтобы максимально снизить трату материала.
- Nest-in-hole prior (Предварительное вложение в отверстия) - вставляет мелкие детали во внутренние отверстия крупных деталей для экономии материала.
- Out-plate Follow (Следование снаружи листа) - начальная точка резки будет находиться снаружи листа. Во время резки лазерная голова будет оставаться на «исходной высоте» для резки вне листа и начнёт следование после входа в зону листа.
- Outer die - под этим понятием подразумеваются ведущие линии снаружи объекта.
- OverCut (Добавочная резка) – дойдя до конца, инструмент отрезает дополнительную секцию.
- Part Gap (Зазор между деталями) - минимальный интервал между вложенными деталями
- Path (Путь) – траектория движения инструмента.
- Pendulum Length (Длина маятника) - длина качания. Для расчета могут быть установлены параметры скоса и длины маятника.
- Photo Paper Test (Тест на фотобумаге) - точечный тест.
- Pierce Stage (Этап пробития) - уровень пробития определяется по высоте. Режущая головка опускается до высоты пробития и начинает прорезать по порядку, начиная с третьей стадии и заканчивая первой.
- Pre-piercing (Предварительное пробитие) - перед обработкой сначала пробиваются все начальные точки траектории резания.
- Pt CONT (Продолжить с точки останова) – возобновляет работу с точки останова, автоматически находя место, где обработка была остановлена, после чего она начинается вновь.
- Pt LOC (Найти точку останова) - находит точку останова, автоматически определяя положение, в котором обработка останавливалась в последний раз.
- Quick Align (Быстрое выравнивание) - автоматическое выравнивание головки трубы перед обработкой для экономии рабочей силы и времени.
- Quick Cutoff/Split Plate (Быстрый срез/Разделение пластины) - быстрое отсечение остатков в направлении оси X или Y.
- Quick resume (Быстрое возобновление) – быстрое начало процесса резки без пробития.
- Recool (Повторное охлаждение) – в соответствии с первоначальной траекторией движения, происходит выключение лазера и включение подачи газа, чтобы обеспечить быстрое охлаждение заготовки, уменьшая влияние теплового расширения и просадки материала на точность заготовки.
- Relief (Облегчение) – под этим понимается практика, когда для деталей из листового металла проделывается небольшое отверстие под прямым углом сгиба, чтобы оставить немного места для сгибания.
- Replace with bend line (Заменить на линию сгиба) - заменяет узкий шов линией сгиба.
- Replace with Circle (Заменить на круг) - круги, нарисованные в CAD, при импорте распознаются как полилинии или аналогичные окружности для обеспечения графической точности, что делает невозможным обводку, поэтому с помощью данной функции их можно заменить кругами.
- Replace with Cross (Заменить крестиком) - заменяет выбранный графический объект отмеченным крестиком.
- Replace with Point (Заменить точкой) - заменяет круглые установочные отверстия изолированными точками, которые могут быть маркированы или перфорированы.
- Return Mid (Вернуться в центр) - X и B возвращаются к нулевой точке программы, и положение будет записано как нулевая точка после центрирования и выравнивания.
- Return Origin/Return ORG (Вернуться в начало координат) - при отклонении механической системы координат режущая головка возвращается в исходное положение, и затем система координат инициализируется.
- Return Zero (Вернуться в нулевую точку) – переместиться в нулевую точку чертежа.
- Reverse (Обратить) - изменяет направление резки выбранного графического объекта на противоположное.
- Ring Cut (Кольцевая вырезка) – совершает оборот по кольцу при срезании острых углов, чтобы срезать острие.
- Rotate section (Повернуть секцию) - для фасонных труб, которые невозможно отцентрировать, можно отрегулировать поворот детали (по умолчанию широкой стороной вверх), чтобы она соответствовала фактической трубе.
- Round Corner (Закруглить углы) - превращает острые углы в закругленные для толстых листов материала.
- Seal (Печать) - начальная и конечная точки будут перекрываться.
- Short distance no lift (Небольшое расстояние без подъема) - режущая головка не поднимается во время прохождения по указанному отрезку и перемещается в исходное положение для следующей детали. Данную функцию можно использовать для повышения эффективности резки и экономии времени.
- Short distance no probe (Небольшое расстояние без отслеживания) - умное слежение. На небольшом расстоянии в пути режущая головка не будет определять положение пластины и компенсировать/корректировать траекторию резки.
- Simulate (Симуляция) - симуляция процесса обработки, например, скорости и последовательности, в программном обеспечении.
- Smaller Figure Prior (Сначала небольшие фигуры) - сначала распределяются детали меньшей площади.
- Smart LaserOff (Умная лазерная резка) – эта функция направлена на уменьшение количества нежелательных остатков или шлака, образующихся вдоль кромок обрабатываемого материала.
- Smart Sort (Умная сортировка) - оптимальная траектория резки устанавливается автоматически, в зависимости от положения нулевой точки отсчета и вложенности деталей.
- Smooth Line (Плавная линия) - подгонка полилинейных форм с плавными изгибами и уменьшение прерывистых точек поворота для повышения скорости обработки.
- Snap (Перескочить) - курсор автоматически зафиксируется на сетке/графических ключевых точках/графических границах.
- Soft limit (Мягкое ограничение) - положение, которое ограничено программным обеспечением и задано в параметрах.
- Sort (Сортировка) - оптимизирует последовательность резки графических элементов так, чтобы сократить время перемещения и повысить эффективность обработки, или чтобы установить правильную последовательность внутренних и внешних разрезов (изнутри наружу).
- Sort by face (Сортировать по граням) – позволяет сразу вырезать все элементы графики на одной грани, прежде чем вырезать все элементы на следующей грани. Грани сортируются по часовой стрелке, а графика на каждой грани сортируется от наименьшей к наибольшей по Y.
- Sort from small to large by Y (Сортировка от маленького к большому по Y) – элементы графики на всех гранях трубы сортируются в соответствии с координатами оси Y, от малого к большому.
- Special Toolpath (Особая траектория инструмента) - особая траектория инструмента представляет собой трехступенчатую траекторию инструмента, но отображается как одна траектория инструмента.
- Spot Test (Точечный тест) – позволяет убедиться, не загрязнен ли объектив с помощью теста на фотобумаге. Перед запуском убедитесь в том, что фотобумага находится в правильном положении под режущим инструментом.
- Start Point/StartPt (Начальная точка) - положение начала резки чертежа (белая точка.
- Tail length (Длина хвоста) - ограниченный диапазоном Y1, основной патрон не может направить трубу вперед для резки. Оставшаяся длина трубы - это длина хвоста, которая представляет собой расстояние от предельного положения основного патрона до режущей головки.
- Trajectory (Траектория) – траектория движения (путь) режущей головки.
- Travel (Перемещение) - расстояние, на которое перемещается режущая головка от одной траектории движения к другой.
- Vib Suppress (Подавление вибрации) – под этим имеются в виду методы или механизмы, используемые для уменьшения или минимизации нежелательных вибраций в процессе лазерной резки. Это алгоритм для подавления дрожания в процессе резки и улучшения результата резки.
- Weld kerf compensation (Компенсация пропила в сварном шве) - при резке деталей, вырезанных торцовкой, вертикальный разрез приведет к взаимодействию между двумя деталями из-за их сварки друг с другом. Сечение, подлежащее соединению, будет компенсировано с учетом пропила сварного шва, и TubePro автоматически отрегулирует траекторию движения инструмента в соответствии с толщиной стенки, чтобы устранить данное взаимодействие.
- Wrap Line (Линия обертывания) - 2D-графика, обёрнутая на поверхности трубки, образует 3D-графику и линии для резки.
- Zero Ref (Нулевая точка отсчёта) - положение стыковки режущей головки в соответствии с заготовкой.