До 60% повышение производительности
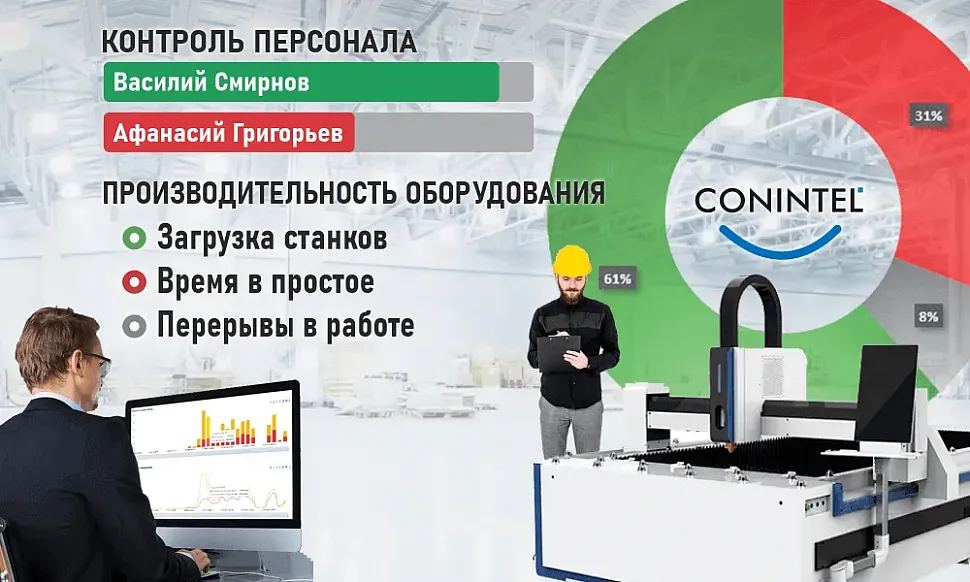
Система мониторинга Conintel в подарок при покупке станка.
- ✓ Повышение загрузки производства
- ✓ Снижение простоев оборудования
- ✓ Увеличение выпуска продукции
- ✓ Рост трудовой дисциплины
- ✓ Онлайн контроль станков и персонала
Подробнее о системе:
Скачать презентацию
В 2024 году Conintel вошел в ТОП 24 победителей форума федеральной инициативы «Национальная Технологическая Революция 20.35»
* Оставьте заявку на оборудование и получите индивидуальное предложение!
Оборудование в данный момент не поставляется. Позвоните нам по бесплатному телефону для подбора аналога: +7 (800) 555-79-69 или перейдите в каталог оборудования и комплектующих.
Лазерный станок для резки металла MetalTec 1530F (1000 Вт) - доступен в наличии и готов к покупке. Этот станок особенно эффективен при работе с листовым металлом (алюминий, нержавеющая сталь, черная сталь и пр.).
![Гарантия до 3 лет]()
Гарантия до 3 лет
![Акционное предложение]()
Действует скидка
![Надёжный поставщик]()
Надёжный поставщик
![Бесплатные ПНР]()
Бесплатные ПНР
![Система мониторинга]()
Система мониторинга
![Бесплатное обучение]()
Бесплатное обучение
Сварная станина
Станина - это несущая все нагрузки основа конструкции, на которую навешиваются все остальные элементы станка.
Жесткость конструкции обеспечивает достаточный запас прочности на весь срок службы станка.
- ✓ Прошла термический отпуск и фрезерование
- ✓ Сегментирована и усилена
- ✓ В основе конструкции толстостенные профильные трубы
большого сечения
- ✓ В основе конструкции толстостенные профильные трубы
большого сечения
Портал из авиционного алюминия
Алюминиевый портал за счет меньшего веса в сравнении со стальным или чугунным порталом позволяет сократить инерционные массы, что обеспечивает большую скорость перемещения, а также снижает износ направляющих и уменьшает нагрузки на двигатели.
- ✓ Легкий и прочный
- ✓ Улучшает динамику перемещения
- ✓ Имеет ребра жесткости
Автоматический фокус RayTools
В лазерной голове установлена система безопасности для исключения столкновений c препятствиями.
Емкостный датчик соединенный контролирует высоту от материала до дюзы и поддерживает заданное расстояние при резке.
- ✓ Автофокус в реальном времени
- ✓ Герметичный корпус
- ✓ Удобное обслуживание и настройка
- ✓ Доступные расходники (защитные стекла, линзы, дюзы)
- ✓ Конкретная модель лазерной головы устанавливается исходя из мощности лазерного источника: BM109 — до 1.5 кВт, BM 111, BM 110 — до 3,3 кВт. В данном станке - Raytools BM109
Мощный лазерный источник Raycus
- ✓ Сервисный центр в России;
- ✓ Время работы до 100 000 часов;
- ✓ Наиболее известный и стабильный оптоволоконный источник из КНР;
- ✓ Оптимальная мощность, позволяющая осуществлять обработку различных металлов;
- ✓ Обновлённая версия, на которой все подстройки под режимы работы происходят автоматически;
- ✓ Высокий КПД работы и стабильность излучения в совокупности с возможностью настройки частоты, модуляции и мощности.
Беспроводной пульт управления WKB
Беспроводной пульт удобно держится в руках и имеет магнитную основу для фиксации на корпусе станка.
- ✓ Легкий и надежный
- ✓ Долго держит заряд
- ✓ Интуитивное управление станком
- ✓ Цветовая индикация работы
- ✓ Силиконовый чехол для защиты от падений
Двухконтурный чиллер
Работает как климатическая установка, создавая и контролируя оптимальную температуру лазерного источника и головы.
Данный чиллер - это автономное устройство замкнутого цикла, оснащенное контрроллером и системами безопасности для обеспечения бесперебойной работы лазерного станка.
- ✓ ±1°C точность
- ✓ Два контура охлаждения
- ✓ Охлаждение и нагрев
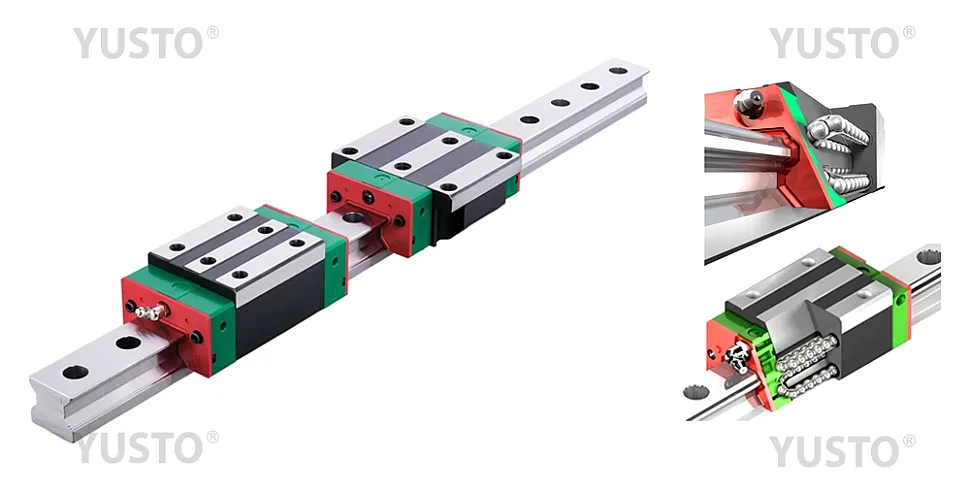
Линейные направляющие HIWIN
Структура по осям XY включает: Линейные рельсовые направляющие HIWIN 25 мм, Двухприводные зубчатыe рейки LEITESEN (Тайвань), что обеспечивает плавный ход, высокую точность, надежность и большую грузоподъемность.
- ✓ Очень надежные и неприхотливые
- ✓ Срок службы до 7 лет
- ✓ Произведены в Тайване
- ✓ Есть официальные представители в РФ
Косозубая рейка YYC
Обеспечивают передачу крутяжего момента. За счет косозубого профиля зубы имеют большое пятно контакта, что увеличивает срок службы и точность.
Структура осей по XY включает: Линейные рельсовые направляющие HIWIN 25 мм, Двухприводные зубчатыe рейки LEITESEN (Тайвань)
- ✓ Высокая точность
- ✓ Долгий срок службы
- ✓ Произведены в Тайване
Шарико-винтовая пара TBI
Линейные направляющие HIWIN 25 мм, Шарико-винтовая пара TBI (Тайвань) в связке обеспечивают высокую скорость перемещения и точность.
ШВП обладает высочайшей точностью и плавностью хода, важными для работы оси Z, а также длительным сроком эксплуатации в тяжелых цеховых условиях.
- ✓ Длительный срок службы
- ✓ Высокая точность
- ✓ Произведены в Тайване
Производительность лазерной резки металла от 1000 Вт до 3000 Вт
| Mощность источника, вт |
1000 |
1500 |
2000 |
3000 |
| Толщина, мм |
Скорость резки, м/мин |
| 1 |
10 |
22 |
26 |
34 |
| 2 |
6.2 |
6.8 |
7.2 |
7.5 |
| 3 |
3 |
3.6 |
4 |
4.4 |
| 4 |
2.2 |
2.8 |
3.2 |
3.8 |
| 5 |
1.8 |
2.4 |
2.8 |
3.2 |
| 6 |
1.6 |
2 |
2.4 |
2.8 |
| 8 |
1.2 |
1.4 |
1.6 |
2.2 |
| 10 |
0.8 |
1 |
1.2 |
1.6 |
| 12 |
|
0.8 |
1 |
1.4 |
| 14 |
|
0.6 |
0.7 |
1 |
| 16 |
|
|
0.6 |
0.8 |
| 18 |
|
|
|
0.7 |
| 20 |
|
|
|
0.6 |
| Углеродистая сталь (кислород)
Лазерная резка углеродистой стали на данном станке может осуществляться на любых доступных мощностях от 1000 Вт.
|
| Mощность источника, вт |
1000 |
1500 |
2000 |
3000 |
| Толщина, мм |
Скорость резки, м/мин |
| 1 |
23.8 |
26.4 |
30 |
34 |
| 2 |
10.8 |
11.9 |
12.7 |
15.4 |
| 3 |
2.3 |
4.1 |
6.1 |
8.6 |
| 4 |
1.3 |
2.2 |
4.2 |
5.5 |
| 5 |
0.7 |
1.2 |
2 |
4.3 |
| 6 |
|
1 |
1.8 |
3.1 |
| 8 |
|
|
0.9 |
2 |
| 10 |
|
|
|
0.8 |
| 12 |
|
|
|
0.5 |
| Нержавеющая сталь (азот)
Лазерная резка нержавеющей стали на данном станке может осуществляться на любых доступных мощностях от 1000 Вт.
|
| Mощность источника, вт |
1000 |
1500 |
2000 |
3000 |
| Толщина, мм |
Скорость резки, м/мин |
| 1 |
8.4 |
16 |
22 |
34 |
| 2 |
3.4 |
6.6 |
8.4 |
15 |
| 3 |
1.4 |
3.8 |
5.5 |
7.6 |
| 4 |
|
1.4 |
2.6 |
4 |
| 5 |
|
|
1.7 |
3.3 |
| 6 |
|
|
0.9 |
2.1 |
| 8 |
|
|
|
0.9 |
| 10 |
|
|
|
0.6 |
| Алюминий (азот)
Важно! Резка алюминия должна осуществляться при мощности излучателя от 1500 вт. В противном случае, на меньших мощностях будут выгорать защитные стекла и оптика из-за отражения, что станет причиной преждевременного выхода из строя лазерного источника.
|
| Mощность источника, вт |
1000 |
1500 |
2000 |
3000 |
| Толщина, мм |
Скорость резки, м/мин |
| 1 |
8 |
12 |
14 |
22 |
| 2 |
3.2 |
4 |
6 |
8 |
| 3 |
1 |
2.2 |
3.4 |
5.2 |
| 4 |
|
1.4 |
1.8 |
4 |
| 5 |
|
|
1.2 |
1.8 |
| 6 |
|
|
0.6 |
1.4 |
| 8 |
|
|
|
0.6 |
| Медь (азот)
Важно знать! Резка меди должна производится при мощности излучателя от 2000 Вт. В противном случае, на меньших мощностях будут выгорать защитные стекла и оптика из-за отражения, что станет причиной преждевременного выхода из строя лазерного источника.
|
Ремонт
✓ Произведем ремонт оборудования на территории клиента в кратчайшие сроки. CO2, волоконные по металлу, фрезерные станки. Срочный выезд специалиста на диагностику. Предоставим гарантию.
ПНР и запуск станка
✓ Произведем запуск оборудования. Обучим сотрудников. Предоставим оптимальные параметры настроек для дальнейшей работы.
Обучение
✓ Быстро обучим ваших сотрудников работать на любом станке, его обслуживанию, технике безопасности.
Модернизация
✓ Модернизируем станок, улучшив его технические параметры для повышения производительности. Модификация под ваши задачи.
![Кредит и Лизинг]()
Кредит и Лизинг
Вам нет необходимости сразу искать всю необходимую сумму для старта или расширения бизнеса! Ваши деньги останутся в вашем обороте даже тогда, когда станок уже будет работать в вашем цеху и приносить вам новый доход, а оплату можно распределить на удобный срок.
![Наличие Демо-зала]()
Наличие Демо-зала
Наличие демонстрационных залов позволяет вам прийти и ознакомиться со всеми преимуществами станка лично! Даже если демо-зала нет в вашем городе, вы всегда можете записаться на онлайн-демонстрацию и получить обзор на станок в режиме реального времени!
![Гарантия Качества]()
Гарантия Качества
Многолетний опыт сотрудничества с клиентами в разных отраслях бизнеса и промышленности позволяет нам быстро подбирать именно такую комплектацию оборудования, которая в большей степени отвечает вашим запросам и предоставлять поддержку по любым вопросам!

Оптоволоконные лазеры по металлу выделяются высокой мощностью и специально разработан для применения в отраслях, где скорость резки металлов играет важную роль. В отличии от обычных комплектаций, оптоволоконные лазеры по металлу отличаются производительностью и качеством резки металла, а также укреплёнными направляющими и качественными двигателями, позволяющими обрабатывать и металлы с высокой точностью даже на больших скоростях. Но для чего объективно используются оптоволоконные лазеры по металлу? Купить металлорезы (и труборезы в том числе) можно нажав на карточку товара в данном разделе, а подробнее о использовании инструментария станка мы расскажем ниже.
Лазерные станки по металлу
Сравнительно часто лазерные станки по металлу приобретаются конкретно под расширение цехов. Это оборудование придумано строго для одной цели – резать металл, но в разнообразных её проявлениях. Волоконные лазерные станки по металлу в стандартной комплектации справляется с такими материалами более чем качественно. Его массивный корпус и только лучшие комплектующие позволяют ему обрабатывать практически любые металлы с упором именно на качество и поточную работу.
Раскрой металла при помощи лазерного станка осуществляется за счёт луча, который нагревает металл, достигая температуры плавления, в результате чего происходит прорезание. Подача в зону резания азота, кислорода, сжатого воздуха или других газов формирует высокий КПД. Емкостный датчик регулирует положение над материалом.
Лазерные станки для раскроя металла созданы, чтобы работать со многими видами материалов в различных отраслях – от производства элементов медицинского оборудования до кораблестроения. Это включают в себя черные (нержавеющие, углеродистые и твердосплавные виды стали) и цветные металлы (медь, алюминий, цинк), а также ферросплавы (чугун, титан).
Перечислим главные достоинства лазерных станков по металлу:
- Высокая эффективность. Лазерные станки по металлу отличаются отличной точностью резки при низкой стоимости производственного цикла. Волоконное оборудование по металлу может быть подготовлено к работе в кратчайшие сроки. При помощи лазерной резки изготавливается большая часть оборудования, чувствительного к точности реза заготовок.
- Технологичность и долговечность оборудования. Срок жизни оптоволоконного источника составляет более ста тысяч часов.
- Экономичность. Низкая себестоимость реза и малое энергопотребление. «КПД от розетки» достигает 50 и более процентов, а у СО2 лазерных станков по металлу - всего 20%. Как правило станки волоконных металлорезов более компактны, что позволяет размещать их в меньшем, более дешевом помещении.
Выбираем лазерный станок для резки металла
Станина. Является ключевой частью станка, и все подвижные и неподвижные элементы конструкции устанавливается на нее, и следовательно ее жесткость будет напрямую влиять на точность работы с материалами.
- Лазерный источник. Основное внимание стоит обращать на мощность ( она бывает от 500 до 120 000 ватт), но это не единственный фактор, который стоит держать в голове при подборе. Также есть показатели точности выдаваемой мощности, сервисного обслуживания и тд. Чаще всего будут : IPG, Raycus, Max.
- Лазерная голова. Является ключевым элементом, концентрирующим лазерный луч на материал, и её характеристики указывают на качество обработки. Вы можете встретить головы с ручной и автоматической настройкой фокусировки. Наиболее популярны лазерные головы: RayTools, SWX, Precitec.
- Система управления. Кроме базового функционала может обладать функциями для оптимизации основных операций: определения положения и формы заготовки, защиты от столкновения и т.д. У продавцов в основном встречаются : CypCut и CypOne, а также NcEditor (Bodor Pro 2).
- Периферия. К данному разделу можно отнести систему вытяжки, выравниватели, смену столов, и т.д. Все эти элементы не обязательны для стандартной работы лазерного станка, но способны создать комфорт и сократить временные издержки.


































{kind=link}